
Применение СКМ ЛП «ПолигонСофт» при оптимизации технологии для отливки «Рама» позволило сократить массу литейного блока на 57%. Соотношение массы готовой отливки к массе всего блока поднято до 31,5%. Трудоемкость сборки литейной формы сократилась на 45%. Оптимизированная технология производства «Рама» внедрена на ПАО «ААК им.
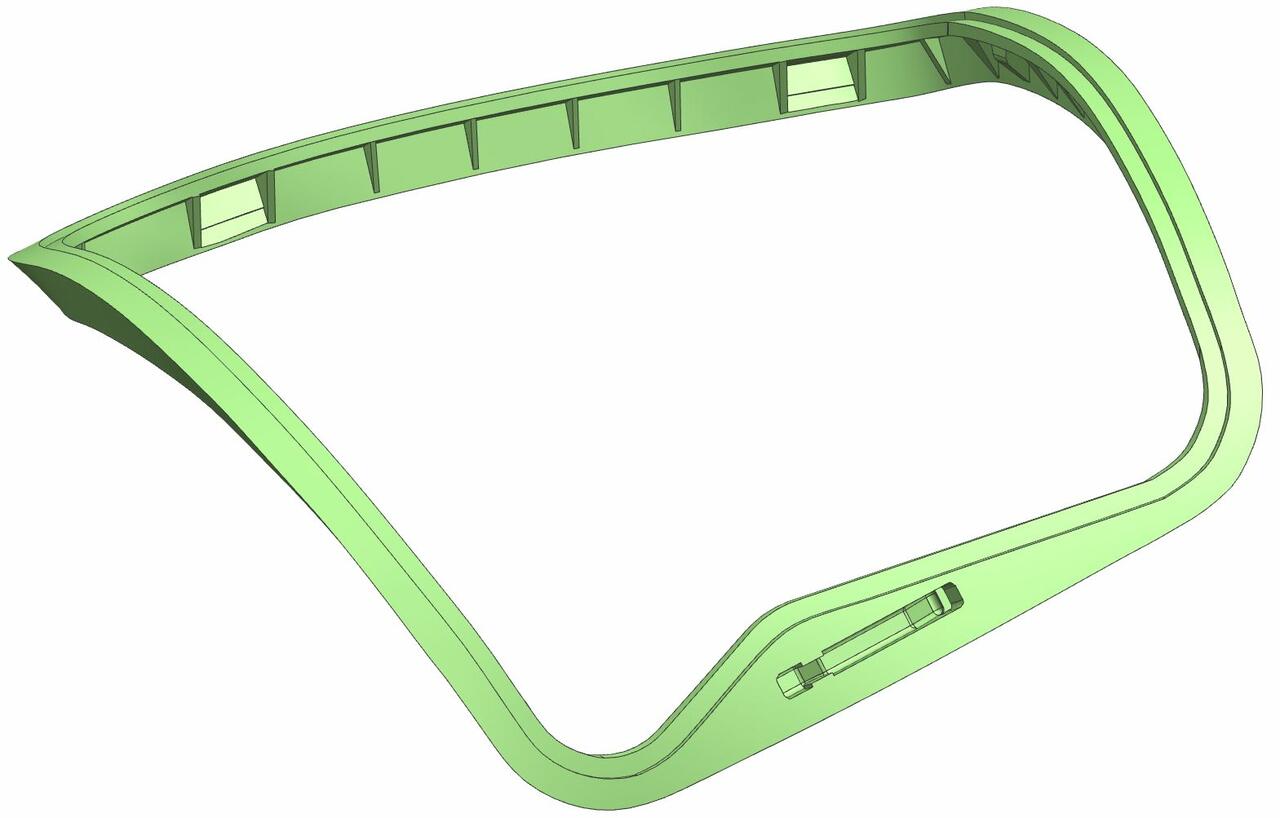
Отливки типа «Рама» изготавливают из сплава МЛ5пч по технологии литья в форму ХТС. Как правило, они представляют собой тонкостенную конструкцию со средней толщиной стенки 8−10 мм и многочисленными ребрами жесткости. Для питания тепловых узлов, формирующихся на стыках полок рамы и ребер жесткости, по периметру отливки устанавливают прибыли. Для продления эффекта питания каждая прибыль утеплена теплоизолирующей вставкой. В некоторых случаях между прибылями устанавливают холодильники (рис. 1).
|
|
Неудобство такой конструкции
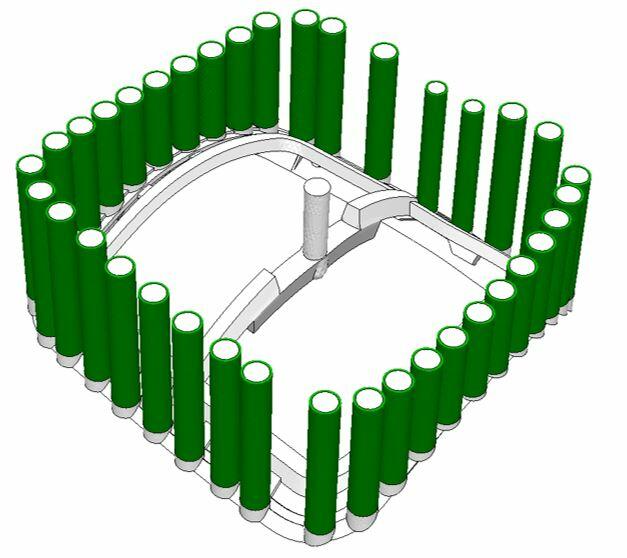
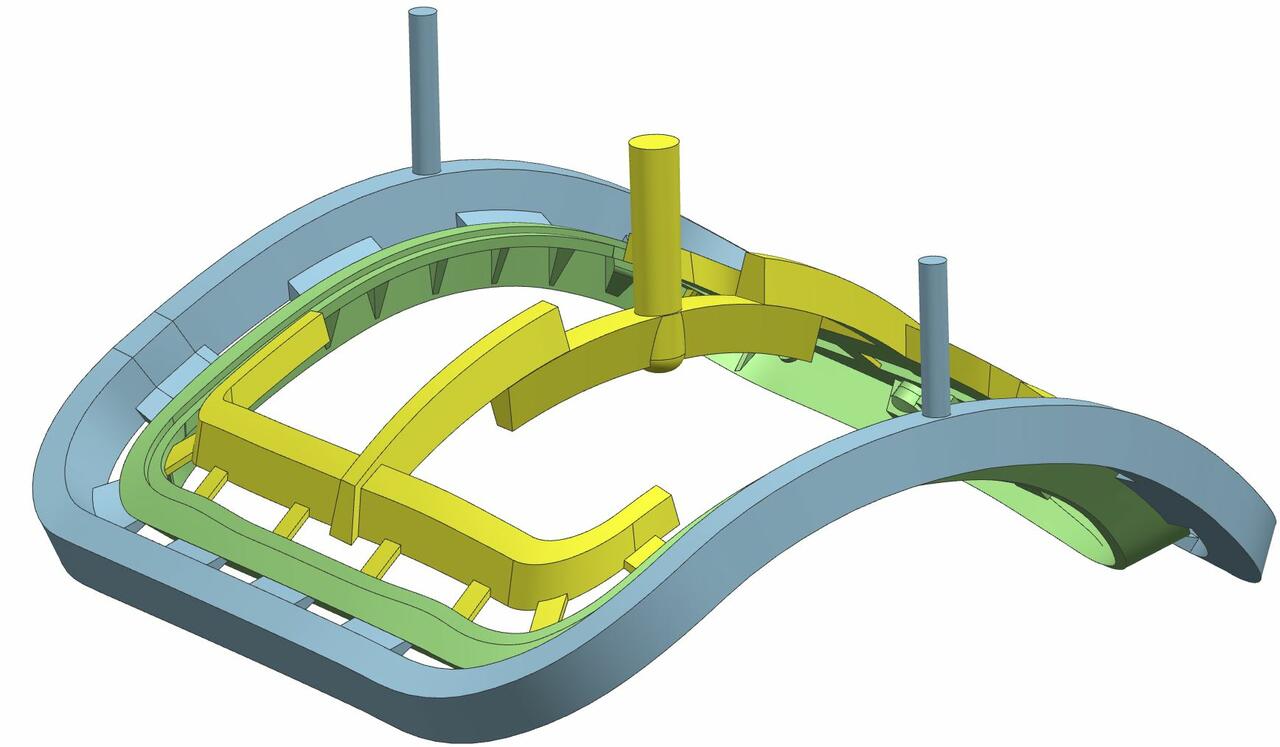
Для того чтобы получить бездефектную, устойчивую, а главное экономичную конструкцию блока для одной из отливок типа «Рама» была полностью изменена концепция литниковой системы (рис. 2). Вместо вертикальных утепленных цилиндрических прибылей разработана одна кольцевая боковая без утепления с сечением в виде трапеции. Прибыль проходит тепловые узлы отливки через щелевые питатели. Размеры прибыли и питателей, а также их количество подбирались с помощью моделирования технологии в СКМ ЛП «ПолигонСофт». В ходе решения задач концепцию центрального подвода расплава было решено оставить без изменений.
Анализ технологии в СКМ ЛП «ПолигонСофт» показал, что при такой системе питания в отливке не должно быть макро- и микропористости, поэтому было принято решение передать технологию на предприятие для изготовления опытной партии отливок.
|
|
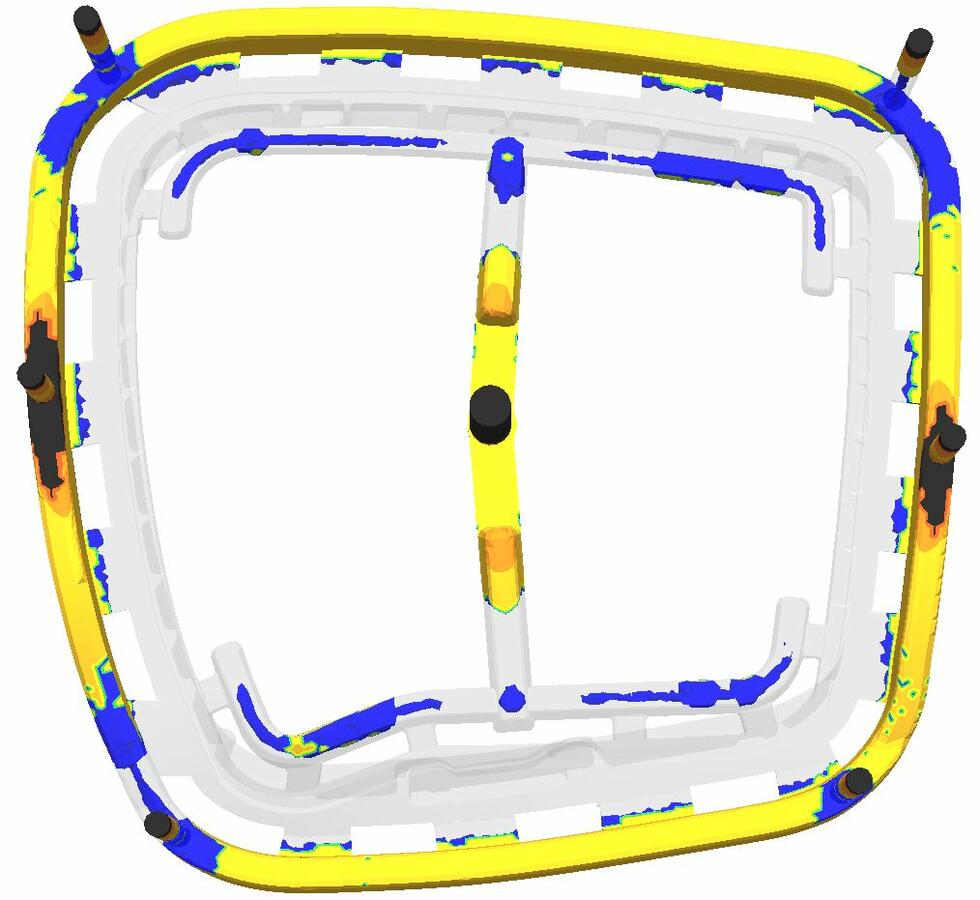
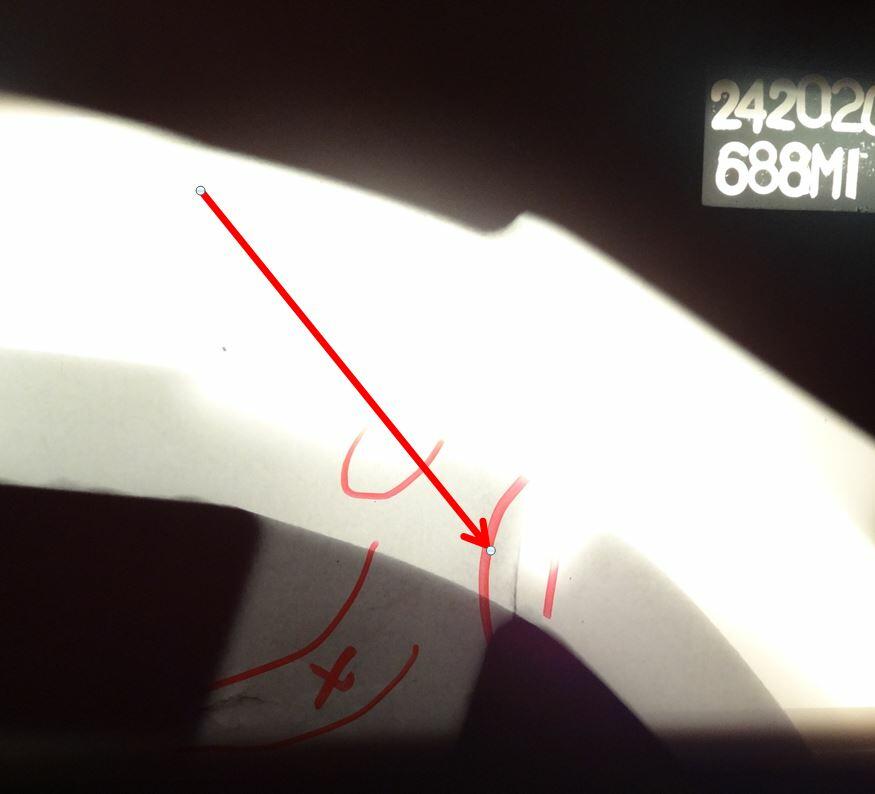
Опытная партия успешно прошла радиографический контроль, но при этом в местах перехода питателей коллектора к телу рамы были обнаружены трещины (рис. 3). Причины их образования определило дополнительное моделирование в СКМ ЛП «ПолигонСофт» с помощью решателя напряжений «Гук» (рис. 4).

|
|

В результате дополнительной доработки конструкции литейного блока были изменены профиль коллекторов для подвода расплава, ширина, толщина и число питателей. В окончательном варианте

|

|
Не всегда литейную технологию, используемую в серийном производстве, можно назвать оптимальной. Это связано со многими факторами, и один из них — время, затраченное на ее разработку и освоение. Его не всегда достаточно, чтобы выбрать наилучшие технологические параметры и конструкцию


Инжиниринговый центр ГК CSoft предлагает комплекс услуг по отработке и анализу литейных технологий. Наши специалисты проводят компьютерное моделирование литья в ХТС, ПГС, ЛГМ, ЛВМ, кокиль, под низким и высоким давлением и др.
ГК CSoft предлагает как моделирование технологии с ее дальнейшей доработкой согласно ТЗ, так и отдельные расчеты вариантов технологии заказчика.
Подробнее об инжиниринге, проводимом с использованием СКМ ЛП «ПолигонСофт», — poligonsoft.ru/inzhiniring.
к.т.н., заместитель руководителя
отдела машиностроения
Юрий Власов,
специалист отдела машиностроения
ГК CSoft
Тел.: (495) 069−4488
E-mail: avmon@csoft.ru,
vlasov.yury@csoft.ru