
Введение
Крупные стальные кузнечные слитки (по условной классификации — массой 100300 т) используются в качестве заготовок для изготовления роторов турбин, прокатных валков, валов для установки судовых гребных винтов и др. Высокое качество литой заготовки является критичным условием для обеспечения приемлемых эксплуатационных характеристик конечного изделия. Деталь должна прослужить весьма длительное время в составе конструкции сложных устройств и механизмов, стабильно сохраняя требуемый уровень механических свойств. Обычно потребное количество крупных слитков одинаковой конфигурации исчисляется мелкими партиями либо даже
В этих условиях чрезвычайно ценным представляется предварять запуск слитка в производство компьютерным моделированием для анализа и оптимизации технологии литья на виртуальной модели. Для этих целей чаще всего используются универсальные программные продукты — коммерческие системы компьютерного моделирования литейных процессов (СКМ ЛП), а иногда и специализированные приложения, созданные для моделирования исключительно условий литья слитков. С точки зрения расчета формирования слитка в СКМ ЛП задача моделирования выглядит, на первый взгляд, несложной, ведь конфигурация слитка проста, а сам процесс литья традиционен. Однако существуют обстоятельства, прежде всего связанные именно с весьма значительными габаритами заготовки и длительностью протекания всех этапов формирования слитка, которые делают процедуру постановки задачи моделирования и анализа результатов не столь тривиальной. В настоящей работе исследовали технологии литья некоторых крупных слитков, а также то, на какие вопросы, связанные с прогнозом качества слитка, сможет ответить компьютерное моделирование на сегодняшний день и насколько глубокие ответы будут получены на те или иные вопросы. Для проведения исследований в нашем распоряжении имелись
Постановка задачи и исходные данные
В качестве ключевых задач диагностики технологии производства крупных слитков, поддающихся решению при помощи имеющихся программных пакетов, выделяли исследование циркуляции расплава и его охлаждения в процессе заливки, анализ теплообмена при затвердевании слитка с учетом естественной конвекции расплава и формирования зазора между слитком и изложницей, условий возникновения усадки в теле слитка, эффективности работы прибылей, развития химической неоднородности в осевой зоне, выявление склонности к повреждению изложниц. В рамках данной работы производили анализ технологий литья слитков 142 т и 80 т (рис. 1). Эти слитки спроектированы в соответст вии с традиционным подходом к генерации технологических решений по производству крупных литых заготовок. В настоящее время в связи с широким применением новых материалов с повышенными теплоизолирующими и экзотермическими свойствами наблюдается отход от такой конструкции слитков в сторону установки цилиндрических прибылей уменьшенного объема и снижения конусности. Однако и слитки показанной конструкции часто встречаются в производстве. Это связано с тем, что при наличии удачной проверенной технологии металлургические предприятия зачастую предпочитают следовать ей и впредь, нежели внедрять новую, грозящую сложностями на начальных этапах запуска в производство и еще неизвестно, способную ли дать лучший результат. Безусловно, на многие вопросы при таком внедрении способно ответить компьютерное моделирование, равно как и помочь в анализе давно запущенных в производство технологий с целью их оптимизации. Слитки традиционной конструкции были рассмотрены нами в силу интереса к такому исследованию наших партнеров, производящих эти литые заготовки в настоящее время и располагающих некоторым набором собранных по ним экспериментальных данных.
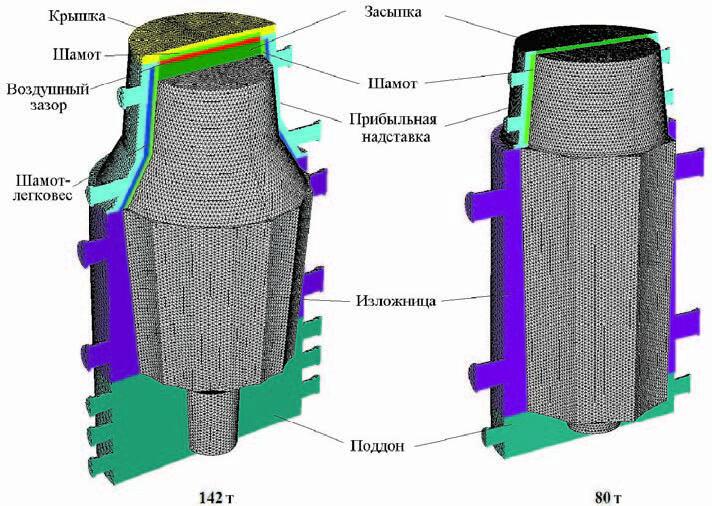
Слиток массой 142 т отливают из стали 25ХН3МФА в предварительно разогретую до ~ 100−350 °C оснастку, изготовленную из серого чугуна марки СЧ25. Температура заливки составляет 1580 °C, разливку производят в вакууме с использованием промежуточного ковша, а по завершении заливки снимают вакуум. Затем зеркало расплава утепляют рисовой шелухой и устанавливают теплоизолирующую крышку. Извлечение затвердевшего слитка из изложницы производят через 48 ч. Слиток отличается благоприятной с точки зрения протекания процесса затвердевания геометрией: отношением высоты к условному диаметру H/D=1 и конусностью 8% на сторону. Слиток массой 80 т отливают из стали 35ХНМ в разогретую до ~ 100 °C чугунную оснастку по сходной со слитком 142 т технологии. Геометрия слитка: H/D=1,9, конусность на одну сторону 1,7%.
Необходимо было создать такие условия проведения анализа технологий литья, при которых результаты расчетов, полученные в использованных в работе разных расчетных пакетах, дополняли бы друг друга. Поскольку процессы теплообмена являются ведущими при формировании качества слитков, добивались хорошего согласования полученных в разных системах результатов тепловых расчетов, которые в конечном счете сверяли с экспериментально замеренными температурами для проверки адекватности компьютерных моделей. При хорошем согласовании температурных полей можно рассчитывать на то, что модели для расчета усадки, деформационных процессов, ликвации и др. (которые реализованы
Вводимые при расчетах в качестве исходных данных теплофизические свойства материалов оснастки были позаимствованы из баз данных, подключенных к СКМ ЛП, а теплофизические и механические свойства заливаемых сталей генерировали исходя из химического состава при помощи модуля «Thermodynamic Database Fe» системы ProCAST На границе раздела объекта моделирования с окружающей средой задавали условия конвективного и лучистого теплообмена, а при расчете теплового взаимодействия отливки и формы учитывали лучистый
Моделирование заливки расплава
Поступление металла в полость разливочной оснастки осуществляется путем его заливки сверху либо сифоном. В настоящее время сифонная разливка крупных слитков применяется все чаще и иногда дает возможность повысить качество слитка. Заливка снизу позволяет предотвратить повышенное окисление расплава, благодаря чему можно отказаться от использования вакуума, определяет возможность повышения качества поверхности слитка, что иногда может рассматриваться как второстепенный фактор, но в ряде случаев позволяет избежать в процессе ковки развития трещин, распространяющихся с поверхности вглубь тела слитка. Однако максимальная масса слитка, получаемого заливкой снизу, обычно ограничена ~ 200 т, что сопряжено с растущими сложностями в изготовлении оснастки при повышении массы слитка. Поэтому получение крупного слитка заливкой сверху типично в наши дни.
Заполнение оснастки расплавом при заливке сверху моделировали в ProCAST, причем, во избежание вычислительных проблем с расчетом струи расплава, задавали источник массы, который изначально находился на дне поддона, а затем непрерывно поднимался вверх, так, что его положение все время совпадало с текущим уровнем зеркала расплава. Безусловно, принятое допущение снижает точность моделирования заливки, в большей степени — в зоне соударения струи с зеркалом расплава, но позволяет избежать проблем при вычислении гидродинамики падающей струи и свободной поверхности расплава, характерных для
Поле температур в процессе и после заливки, однако, не перестает быть важной характеристикой с точки зрения диагностики процесса заполнения. К примеру, важно установить наличие переохлажденных зон в расплаве, локального избыточно быстрого роста твердой корки у поверхности изложницы, что может отрицательно повлиять на качество поверхности слитка, слишком сильного разогрева оснастки, способного привести к подплавлению изложницы, а в совокупности с ударным воздействием струи — к эрозии поддона.
На рис. 2 приведены результаты расчета заливки слитка 142 т. Среднее падение температур за время заливки (26 мин.) составляет до 40−50 °C и сохраняется от промежуточной (рис. 2, а) до завершающей стадии (рис. 2, б), поскольку уже поступивший в полость оснастки металл не успевает заметно охладиться в силу большой его массы и разогрева вновь поступающими порциями расплава. На момент окончания заливки на поверхности тела слитка успевает образоваться твердая корка металла (рис. 2, в) — в среднем около 5 см, в то время как на поверхности прибыльной части металл жидкий, что связано со значительным снижением теплоотвода от расплава по достижении уровня утепленной части прибыльной надставки, а также с условиями заливки, при которых наиболее горячий металл в последние минуты оказывается в прибыльной части. Анализ температурного поля чугунной оснастки в процессе и на момент окончания заливки (рис. 2, г) не выявляет наличия опасно перегретых зон, а в качестве благоприятного фактора следует отметить особо сильный разогрев теплоизоляции, примыкающей к нижнему усеченному конусу прибыльной части слитка.

Моделирование затвердевания металла и образования усадки
Ключевой стадией вычислений, решающим образом определяющей результат прогноза качества слитков, является расчет

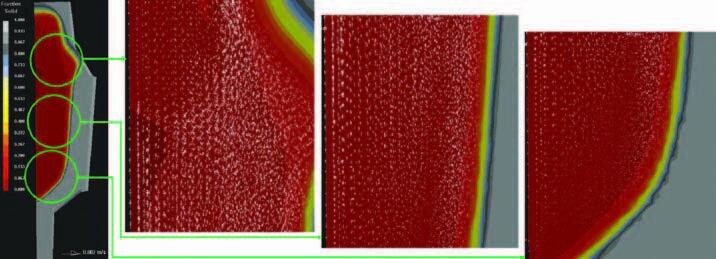
Конфигурация слитка 142 т определяет весьма хорошее соблюдение принципа направленности при его затвердевании. На протяжении всего процесса затвердевания зона жидкой фазы в теле этого слитка подобна расширяющемуся вверх конусу (рис. 4), а двухфазная зона концентрируется лишь на боковой поверхности этого конуса. Таким образом, условия для возникновения осевой рыхлоты (рис. 5, а, б) отсутствуют.
Конфигурация и особенности технологии изготовления слитка 80 т не позволяют избежать одновременного затвердевания осевой части слитка (рис. 4), поэтому предрасположенность к формированию осевой рыхлоты (рис. 5, в) очевидна. Первоначально зона жидкой фазы также представляет собой форму расширяющегося кверху конуса, но затем его конфигурация нарушается и примерно через 10 ч становятся очевидными неблагоприятные условия по питанию осевой зоны. Благодаря развитой модели прогноза пористости в СКМ ЛП «ПолигонСофт» [2], позволяющей спрогнозировать как макро- так и микропористость путем расчета, соответственно, перемещения зеркал расплава во всех изолированных от питания зонах и фильтрации расплава в поле давлений в двухфазной зоне, выяснилось, что осевая рыхлота формируется по смешанному механизму. Пористость в осевой зоне составляет 0,5−2,0% по шкале «ПолигонСофт».

|

|

|
Результаты расчета усадки в исследованных слитках хорошо согласуются с данными из практики их производства.
Безусловно, на практике следует стремиться к исключению присутствия осевой рыхлоты в литой заготовке, ведь дефекты могут устраняться при ковке не полностью. Экспертам в области литья слитков хорошо известно, что в отсутствие специальных воздействий качество крупного слитка, в частности склонность к появлению осевой рыхлоты (типично — под уровнем ¾−½ от высоты тела слитка), в решающей степени определяется его конфигурацией. Влияние предварительного разогрева оснастки на температурную картину в слитке обычно быстро ослабевает. Роль оснастки в теплоотводе от слитка снижается после нарастания на его поверхности значительной корки твердого металла, что сопровождается образованием зазора между слитком и изложницей. В этой ситуации большое значение имеет теплоотвод от жидкой и двухфазной зон в собственно саму эту корку. Действие прибыли неминуемо распространяется на ограниченную глубину, а сколь угодно эффективное утепление обычно направлено на снижение ее металлоемкости за счет сокращения высоты, но не способно предотвратить образование рыхлот в заглубленных частях тела слитка.
В нашей практике присутствовал ряд задач, в которых с помощью моделирова ния была показана бесперспективность мер по утеплению прибыли с точки зрения повышения качества тела слитка. Виртуальная модель позволяет ставить на ней вычислительные эксперименты, задавая идеальные, даже невозможные в реальности условия теплоизоляции прибыли. В результате таких расчетов было показано, что избежать неблагоприятного режима затвердевания можно лишь изменением конфигурации тела слитка. Регулировать теплоотвод от тела слитка во избежание появления осевой рыхлоты возможно также и посредством специальных мер: нанесением неравномерного по высоте изложницы слоя огнеупорного покрытия, устройством систем подогрева и охлаждения различных частей оснастки, созданием в теле изложницы карманов, заполненных воздухом или материалами с разной теплоотводящей способностью.
В случае утепления зеркала расплава в прибыли слитка 142 т сразу после заливки удается избежать образования твердой корки на границе раздела с засыпкой. Глубина усадочной раковины составляет в этом случае около 700 мм (рис. 5, а). С помощью моделирования показали, что если утепление производят через определенное время (технологическая задержка — около 30 мин.), либо после задержки выполняют лишь засыпку без установки крышки, или же не утепляют прибыль сверху вообще, то во всех этих случаях на верхней поверхности успевает развиться твердая корка, а усадочная раковина последовательно заглубляется максимум до 1100 мм, то есть чуть ниже уровня верхнего усеченного конуса прибыли, и склонна приобретать коническую форму. Таким образом, прибыль обладает значительным запасом металла и для условий слабого утепления. Из результатов моделирования следует, что зона под усадочной раковиной, в которой на длительное время концентрируется затвердевающий в последнюю очередь обогащенный примесями расплав, во всех случаях с запасом умещается в нижнем конусе прибыли. Слиток проектировался под менее эффективные условия утепления, предусматривающие применение вермикулита в качестве засыпки, но при использовании нового способа утепления размер прибыли следует признать избыточным. Согласно расчетам, рекомендовано сокращение высоты прибыли на 20%.
Задача, касающаяся возникновения твердой корки на поверхности прибыли, представляется нетривиальной: сразу после завершения заливки зеркало расплава перемещается вниз, но в то же время оно отдает температуру в окружающую среду и способно послужить зарождению узкого моста твердой фазы под небольшим вогнутым участком, в котором успела реализоваться усадка. Моменту образования твердой корки на контактирующей с окружающей средой поверхности расплава зачастую уделяется недостаточно внимания в СКМ ЛП, поскольку они прежде всего ориентированы на литье фасонных отливок, в условиях которого расчет тонкостей взаимодействия открытых участков расплава с окружающей средой — второстепенная задача. Так, несмотря на точную усадочную модель в СКМ ЛП «ПолигонСофт», учитывающую перемещение зеркал расплава, смоделировать в ней условия возникновения корки на открытой поверхности довольно трудно в рамках запуска одного непрерывного расчета, поскольку для этого программа должна была бы разделять механизмы развития раковины и макропористости, соответственно, в открытой прибыли и в теле литой заготовки. Специальная модель формирования раковины предусмотрена в СКМ ЛП ProCAST [3], и для случая охлаждения открытой поверхности расплава значительной площади на воздухе удается смоделировать возникновение твердой корки (рис. 5, б).
Моделирование формирования зазора между слитком и изложницей
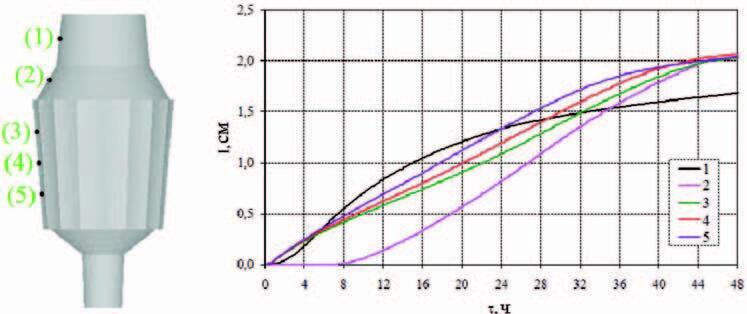
Важным обстоятельством при формировании слитков представляется возникновение зазора между слитком и оснасткой. Современные СКМ ЛП, ориентированные в первую очередь на моделирование литья фасонных отливок, могут не в достаточной мере обладать инструментами для полноценного учета влияния зазора на процесс теплообмена при затвердевании. Для фасонного литья присутствие зазора по всей границе раздела

где αT — коэффициент линейной термической усадки твердого металла; Ring — расстояние от оси симметрии слитка до его поверхности; Rmid — расстояние от оси симметрии до поверхности изложницы; Tingk и Tingk+1 — температуры поверхности слитка в моменты времени Tk и Tk+1 соответственно (к — номер шага по времени). На рис. 6 приведено изменение во времени ширины зазора при затвердевании слитка 142 т по результатам решения задачи

|
|
Решая несложную геометрическую задачу, можно показать, насколько корректируется зазор между слитком и изложницей с учетом возможности опускания слитка на поддон на величину «фиктивного» зазора. Оценочные расчеты скорректированного зазора показали, что снижение его ширины в разных по высоте точках тела слитка не превышает 9%, а это вряд ли может являться критичным уточнением условий граничного теплообмена. Также было выявлено, что слиток лишь первые 30 мин., включая время заливки, оказывался в таком положении, что не упирался в поддон, а частично опирался боковой поверхностью на стенки изложницы. Такое «повисание» на стенках изложницы грозит надрывами твердой корки и возникновением поперечных трещин на теле слитка. Показанные уточнения относились к слитку 142 т, отличающемуся значительной конусностью, а при уменьшении конусности будет снижаться как величина корректировки ширины зазора, так и время, в течение которого слиток «застревает» при смещении вниз, касаясь боковой поверхностью стенок изложницы.
В универсальных СКМ ЛП обычно отсутствуют быстроработающие модели вида (1), позволяющие оперативно оценивать зазор для условий формирования любой литой заготовки, поэтому уточнить решение тепловой задачи можно лишь в сочетании с анализом
Теплопередача на элементарном участке границы раздела

де Ting и Tmld — текущие температуры на поверхности слитка и изложницы соответственно; ε - приведенная степень черноты, учитывающая степень черноты поверхностей слитка и изложницы;
σ - константа Стефана-Больцмана; λair — теплопроводность газа в зазоре. Показанная модель соответствует методу расчета α в СКМ ЛП «ПолигонСофт» и совпадает с классической методикой, в том или ином объеме реализованной и в других СКМ ЛП. Очевидно, что при возникновении на рассматриваемом элементарном участке сплошного зазора S1=0, а S2=S3=1. Задаваясь полученными данными о текущем зазоре и температурах на поверхностях слитка и изложницы, по формулам (2) получили оценку для α, характерного для условий возникновения зазора при литье крупного слитка. Эффективный коэффициент теплоотдачи быстро стабилизируется во времени на уровне 13080 Вт/м2К. Порядок полученных значений хорошо соответствует известным данным об условиях теплообмена между литой заготовкой и формой в случае появления между ними сплошного зазора [4, 5]. Экономичное и точное решение тепловой задачи для крупного слитка может быть обеспечено путем задания для относительно быстро возникающих условий появления ощутимого зазора (для слитка 142 т — около 2 ч при температуре корки ~ 1100°С) установленного значения эффективного коэффициента теплоотдачи. Исходя из оценочных расчетов, следует, что величина этого коэффициента меняется незначительно при колебаниях величины зазора, связанных с разными размерами крупных слитков или же с учетом вклада изменения размеров изложницы.
Моделирование естественной конвекции в расплаве
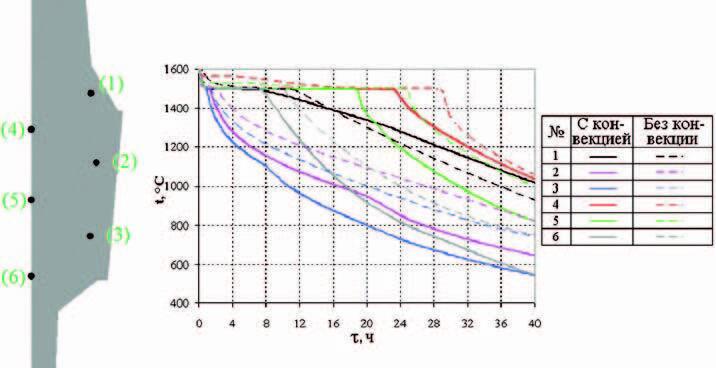
При моделировании литья крупного слитка представляется актуальным исследование влияния естественной конвекции на поле температур в расплаве, для чего проводили серию расчетов в СКМ ЛП ProCAST, в которых не производили отключение решения гидродинамической задачи после завершения заливки. На рис. 7 приведена характерная картина распределения конвективных потоков в расплаве в один из моментов затвердевания слитка 142 т. Скорости в циркулирующем расплаве невелики: на протяжении основного временного интервала формирования слитка от 3 до 15 часов не превосходят 210−3−1.10−3 м/с, падая на порядок по сравнению со скоростями, характерными для начального этапа формирования слитка, что хорошо соответствует данным, приведенным в литературе [6]. Однако конвекция оказывает заметное влияние на температуры в слитке (рис. 8). Степень влияния конвекции на поле температур оценивали простым сравнением с результатами расчетов, в которых, при прочих равных условиях, не производили решение гидродинамической задачи в процессе затвердевания.
Сопряженное решение гидродинамической и тепловой задач для процесса затвердевания редко применяется на практике в силу потребности в значительных временных и вычислительных ресурсах. Из нашего опыта следует, что учет конвективной составляющей может повысить точность прогноза качества литой заготовки. Тем не менее, ориентируясь на итог прогноза усадки для слитков 142 т и 80 т, следует заключить, что существенного влияния на уточнение результата расчет конвекции не оказал. В связи с циркуляцией конвективных потоков происходит некоторое снижение продолжительности затвердевания, реализующееся в равной степени для различных участков тела слитка. Температуры в жидкой, двухфазной и затвердевшей части тела слитка прогнозируются несколько более низкими, а в прибыли — более высокими. Однако эти обстоятельства не позволяют указать на возможность дополнительной экономии металла в прибыли, как и избавиться от вероятной склонности к осевой рыхлоте, ведь перепады температур между близкими друг к другу участками расплава в теле слитка и разница между продолжительностью их затвердевания остаются приблизительно теми же, как и в случае расчета без учета конвекции.
|
|

|

|
Моделирование формирования осевой химической неоднородности
Для прогноза химической неоднородности применяли специализированный пакет «Крупный слиток», в котором реализована соответствующая классическим теоретическим принципам [7] математическая модель перераспределения примеси при затвердевании для условий подавленной диффузии в твердой фазе при полном протекании диффузионных процессов в жидкой. Основная ценность примененного инструмента вычислительного исследования состоит в заложенных в компьютерную программу эффективных коэффициентах распределения примеси, автоматически подбираемых согласно таблицам, полученным на основании обобщения большого набора экспериментальных данных, которые были собраны при изучении сегрегации примесей в зависимости от скорости охлаждения (характерного размера слитков).
Значительная ликвация в слитке приводит к опасной неравномерности распределения механических свойств в готовом изделии после его термообработки (закалки). Результаты прогноза общей ликвации для углерода (CH) и серы (SH) по оси тела слитка 142 т представлены на рис. 9 в относительных единицах от ковшевого химического состава (C0 и S0 для углерода и серы соответственно). Для слитка 142 т степень развития химической неоднородности в осевой зоне признали приемлемой. Результаты моделирования хорошо согласуются с экспериментальными данными для большей части тела слитка. Заметное отклонение результата расчета ликвации углерода наблюдается лишь в верхней части тела слитка, что можно объяснить заниженным коэффициентом распределения для существенно обогащенной примесями зоны.
Моделирование напряженнодеформированного состояния изложницы
В процессе затвердевания слитка и последующего охлаждения на воздухе после его выемки изложница продолжительное время испытывает термические напряжения, способные вызвать ее растрескивание. Изложница должна выдерживать как можно большее количество наливов, поэтому исследование стойкости и, по возможности, принятие мер для снижения напряжений в ее теле представляется весьма актуальной задачей.
Анализ
Для снижения склонности к возникновению трещин рекомендуется сокращать скорость охлаждения изложниц после выемки слитков, что может быть достигнуто путем установки крышек для понижения теплоотвода с внутренней поверхности.
При анализе условий взаимодействия изложницы с расплавом следует также уделять внимание анализу возможности подплавления ее поверхности [8]. Нарушение сплошности поверхности изложницы приводит к повышенной концентрации напряжений в поврежденных участках и зарождению трещин. Выявленные с помощью моделирования перегретые участки поверхности изложницы требуют нанесения увеличенного слоя огнеупорного покрытия.
Выводы
Основные сложности задачи моделирования литья крупных слитков связаны с неминуемой длительностью протекания
Литература
- Кондратьев
Г.М. Регулярный тепловой режим. М.: Гостехиздат, 1954. — 408 с. - Тихомиров
М.Д. Основы моделирования литейных процессов. Усадочная задача. // Приложение к журналу «Литейное производство»,№ 12 /2002, с. 8−14. - Pequet Ch., Gremaud M., Rappaz M. Modeling of Microporosity, Macroporosity, and
Pipe-Shrinkage Formation During the Solidification of Alloys Usinga Mushy-Zone Refinement Method: Applications to Aluminum Alloys. // Metallurgical and Materials Transactions, 2002, vol. 33A, Jul., p. 2095−2106. - Kearney M., Crabbe M.,
Talamantes-Silva J. Development and Manufacture of Large Plate Mill Rolls. // Ironmaking and Steelmaking, 2007, vol. 34, No. 5, p. 380−383. - Kermanpur A., Eskandari M., Purmohamad H., Soltani M.A., Shateri R. Influence of Mould Design on the Solidification of Heavy Forging Ingots of Low Alloy Steels by Numerical Simulation. // Materials and Design, 2010, No. 31, p. 1096−1104.
- Gu J.P, Beckermann C. Simulation of Convection and Macrosegregation in a Large Steel Ingot. // Metallurgical and Materials Transactions, 1999, vol. 30A, May, p. 1357−1366.
- Чалмерс Б. Теория затвердевания. М.: Металлургия, 1968. — 288 с.
- Хлямков Н.А.,
Бройтман О.А. Моделирование затвердевания стальных слитков различной конфигурации. // Сб. «Новые подходы к подготовке производства в современной литейной промышленности. Материалынаучно-практического семинара». СПб.:Изд-во СПбГПУ, 2005, с. 50−57.
ООО «Сименс»
Тел.: (812) 324−8359
E-mail: oleg.broytman@siemens.com
к.т.н. Алексей Монастырский
ЗАО «СиСофт»
Тел.: (495) 069−4488
E-mail: avmon@csoft.ru
к.ф.-м.н. Иван Иванов,
Антон Мальгинов,
к.т.н. Елена Макарычева
ОАО НПО «ЦНИИТМАШ»
E-mail: cniitmash@cniitmash.ru
к.т.н. Денис Сараев
ООО «Сименс»