
Введение
Прокатные валки являются основным рабочим инструментом станов горячей или холодной прокатки. Рабочие валки осуществляют пластическую деформацию металла в горячем или холодном состоянии.

В металлургической индустрии прокатные валки классифицируют по следующим признакам [1]:
- по назначению — на обжимные сортовые и листовые;
- по роду выполняемой работы — на рабочие и опорные;
- по конструктивным особенностям — с внутренним осевым отверстием или без него; цельные, двухслойные, составные; цельнолитые или бандажированные;
- по материалу — чугунные, стальные и твердосплавные, быстрорежущие;
- по технологии изготовления — литые, кованые, термически обработанные и необработанные;
- по классу твердости — чугунные (мягкие, полутвердые и твердые); стальные (группы А, Б, В, Г).
Опорные обеспечивают прочность, жесткость, а также разгрузку рабочих валков от усилий, возникающих при прокатке.
Объектом рассматриваемого исследования выбран трехслойный прокатный валок, представляющий собой биметаллическое изделие с рабочим и промежуточным слоями и с сердцевиной, выполненной из разных марок сплавов. Рабочий слой изготавливается из износостойкого сплава (HiCr,
Современная технология производства прокатных валков заключается в изготовлении рабочего и промежуточного слоев на центробежной машине с последующей сборкой формы и заливкой в нее сердцевины. Разработка такой технологии позволила использовать новые износостойкие и высокотвердые сплавы для рабочего слоя и в то же время применять более дешевый сплав высокопрочного чугуна для сердцевины [2].
С точки зрения литья данный технологический процесс является сложным, так как заливка может состоять из двух или трех стадий. В результате этого на литых заготовках периодически возникают дефекты. Следовательно, совершенствование технологии производства и снижение количества брака прокатных валков считается перспективным направлением для современных исследований.
Теоретическая часть
Производство прокатных валков является сложным техническим процессом. Незначительные нарушения технологии могут привести к появлению дефектов и отбраковке всего изделия.
Дефекты на литых заготовках могут возникать в процессе [2−5]:
- выплавки и разливки (раковины и засоры, пригар, горячие трещины, неметаллические включения, несвариваемость слоев и др.);
- механической обработки (скол на шейке валка и бочке, несоответствие размеров по чертежу, сетка шлифовальных трещин и др.);
- термической обработки (неоднородная структура, неудовлетворительная микроструктура, большие остаточные напряжения и др.);
- эксплуатации (усталостные сколы, скалывание различных участков бочки, полосовые сетки разгара и др.).
Литейные дефекты, возникающие в пределах припусков, исправляют механической обработкой. Дефекты на рабочей поверхности бочек валков, как правило, не подлежат исправлению.
Значительную долю дефектов, образующихся на прокатных валках, составляют трещины. Они могут возникать в процессе кристаллизации расплава в литейной форме, в том числе при термической обработке. Основной причиной появления таких трещин считают остаточные напряжения, а также связанные с ними накопленные пластические деформации, возникающие в процессе термической обработки. Совокупность этих факторов формирует
При начальном этапе производства на процесс формирования литой структуры, а также уровень остаточных напряжений влияют следующие основные технологические параметры [6]:
- температурный режим заливки рабочего слоя и сердцевины;
- геометрические характеристики изделия;
- скорость охлаждения отливки в форме;
- механические свойства применяемых материалов.
Оценить влияние этих факторов на уровень остаточных напряжений, в том числе на их качественное распределение по бочке валка, удобнее всего при помощи компьютерного моделирования.
Современные методы компьютерного моделирования литейных процессов позволяют анализировать теплофизические, гидродинамические и кристаллизационные процессы, которые происходят при заполнении полости литейной формы жидким металлом и затвердевании [7]. Программные комплексы для моделирования литейных процессов работают на основе различных методов расчета — например, методов конечных разностей, конечных элементов, контрольных объемов [8].
Методика проведения компьютерного моделирования
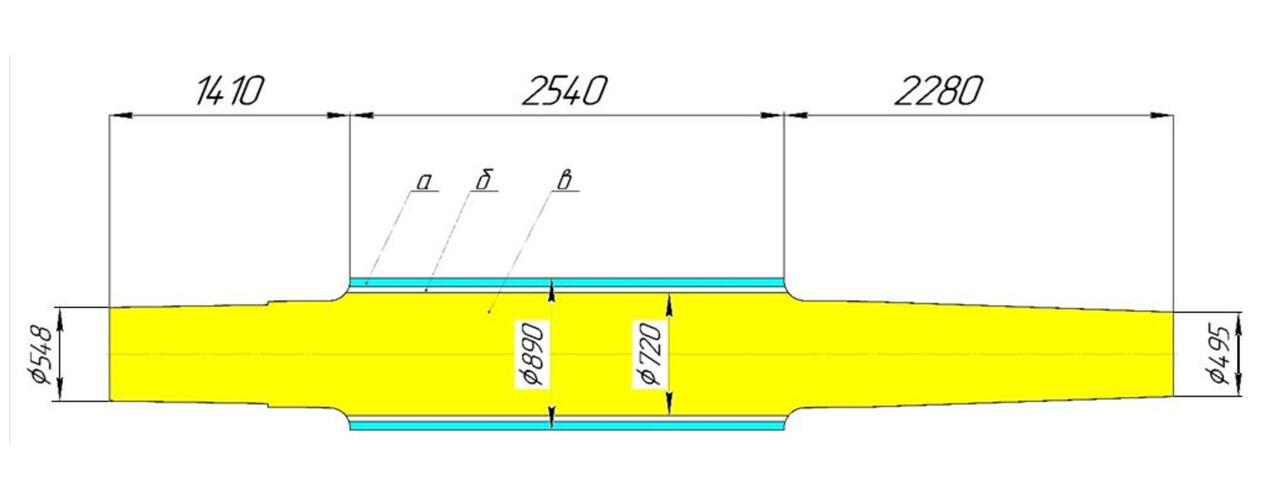
Объектом исследования является листопрокатный валок с рабочим слоем из высокохромистого чугуна. Он состоит из рабочего и промежуточного слоев, сердцевины. Рабочий слой получают методом центробежного литья из сплава высоколегированного чугуна с содержанием хрома от 15 до 17%. Промежуточный слой из легированного чугуна. Сердцевина из высокопрочного чугуна заливается гравитационным способом. Ориентировочная масса рабочего слоя составляет 4300 кг, промежуточного слоя — 450 кг, а сердцевины — 12 300 кг (рис. 1).
В процессе термической обработки на поверхности рабочего слоя возникают сколы и трещины (рис. 2).

|

|
Эти дефекты возникают
В качестве инструмента применялась система компьютерного моделирования литейных процессов (СКМ ЛП) «ПолигонСофт». Расчет в этой системе осуществляется методом конечных элементов, предоставляющим возможность смоделировать процессы кристаллизации металла в литейных формах [9]. Использование метода конечных элементов (МКЭ) позволяет исследовать тела, состоящие из разных материалов, анализировать области любой формы, применять различные граничные условия. Это достигается за счет разбиения исходной геометрии отливки на конечные элементы (в системе «ПолигонСофт» используются тетраэдры с четырьмя вершинами). В расчете применяются независимые сетки для всех тел расчетной области, поэтому возможно моделирование контакта между телами. Это позволяет довольно точно оценить качественное распределение и количественные характеристики остаточных напряжений [10].
Подготовка к моделированию и построение сеточной модели производились при помощи встроенного сеточного генератора «SALOME».
В препроцессоре «Мастер» задали для полученной объемной сеточной модели элементов валка и литейной формы начальные и граничные условия параметров литья: температуру заливки, температуру рабочего слоя, характеристики сплава, комбинированной литейной формы
С помощью постпроцессора «Мираж» наблюдали результаты в контрольных точках в виде последовательно изменяющихся значений температуры, интенсивности напряжений, деформаций в каждый расчетный момент.
Динамику изменения температур замеряли с помощью установленных датчиков по центру рабочего слоя в контрольных точках, которые располагались на следующих расстояниях от торца: 1) ~ 20 мм; 2) ~ 635 мм; 3) ~ 1270 мм; 4) ~ 1905 мм; 5) ~ 2520 мм.
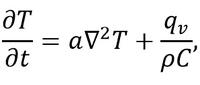
Для определения поля температур используется уравнение теплопроводности Фурье (1) с фазовым переходом (2):
|
(1) |
где
 — коэффициент температуропроводности; qv — мощность внутренних источников тепла; С — теплоемкость,
— коэффициент температуропроводности; qv — мощность внутренних источников тепла; С — теплоемкость,
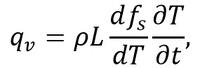
|
(2) |
где L — количество тепла, выделяющееся при фазовом переходе (затвердевании); fs — доля твердой фазы.
На внешних границах теплообмен со средой рассчитывается по закону Ньютона (3) и закону теплового излучения Стефана — Больцмана (4):

|
(3) |
где q — плотность теплового потока; ak — коэффициент теплоотдачи конвекцией; T2 — температура в зоне контакта «рабочий слой — расплав»; T1 — температура в зоне контакта «рабочий слой — кокиль».

|
(4) |
где q — плотность теплового потока; ε — приведенное значение степени черноты каждой из поверхностей, участвующих в процессе лучистого теплообмена;
 — постоянная Стефана — Больцмана.
— постоянная Стефана — Больцмана.
Расчет остаточных напряжений производили при помощи решателя напряжений «Гук» в контрольных точках рабочего слоя, располагающихся на равных расстояниях от торца бочки валка: 1) ~ 20 мм; 2) ~ 317,5 мм; 3) ~ 635 мм; 4) ~ 952,5 мм; 5) ~ 1270 мм; 6) ~ 1587,5 мм; 7) ~ 1905 мм; 8) ~ 2222,5 мм; 9) ~ 2520 мм.
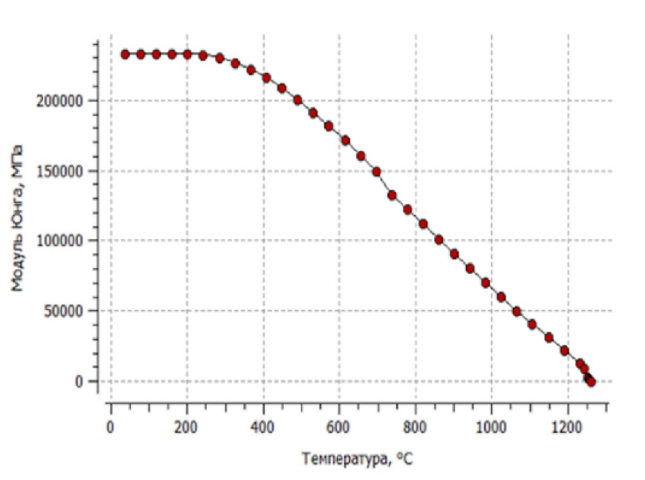
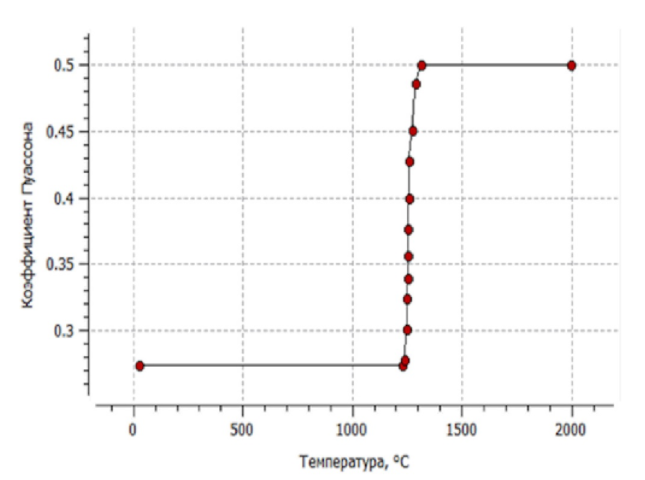
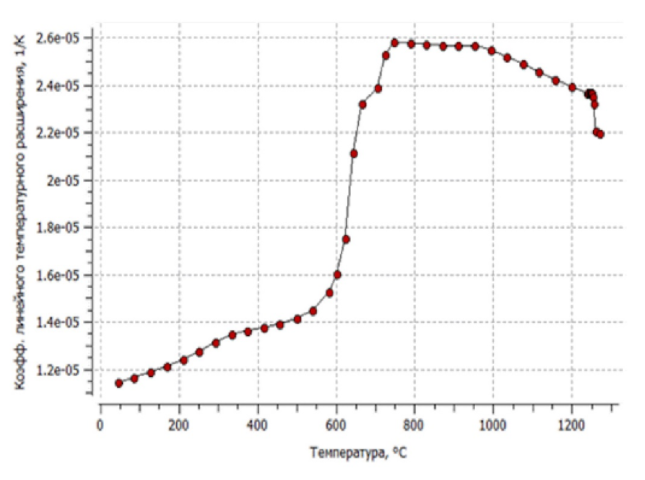
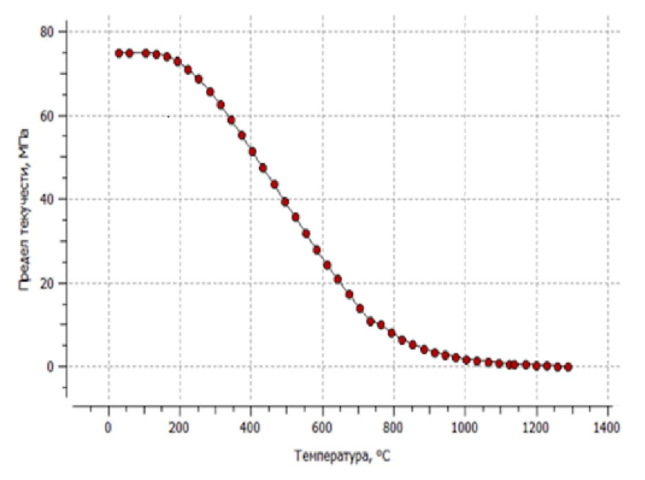
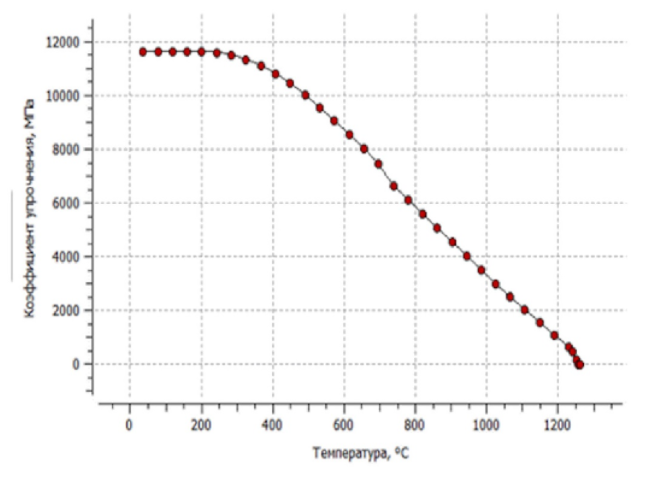
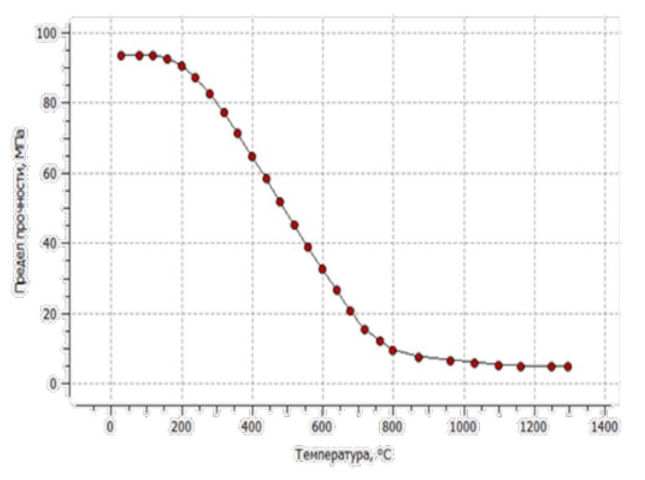
Комплекс упругопластических характеристик для каждой температуры отливки, необходимых для расчета
|
|
|
|
|
|
Результаты компьютерного моделирования формирования напряжений на бочке прокатного валка HiCr
Основа для расчета напряжений и деформаций в отливке — это температурные поля, формирующиеся в период затвердевания и охлаждения отливки. В связи с чем на этом этапе производился расчет тепловых полей.
В процессе затвердевания отливки температура внутри распределяется неравномерно; это вызвано ее разностенностью, различными материалами литейной формы, продолжительностью заливки и другими факторами. В результате в отливке возникают деформации, формирующие напряжения [13].
Для моделирования процессов затвердевания и охлаждения были заданы начальные температуры [14]:
- формовочной смеси: 20 ℃,
- изложницы: 400 ℃;
- рабочего слоя: 1150 ℃;
- сердцевины: 1350 ℃.
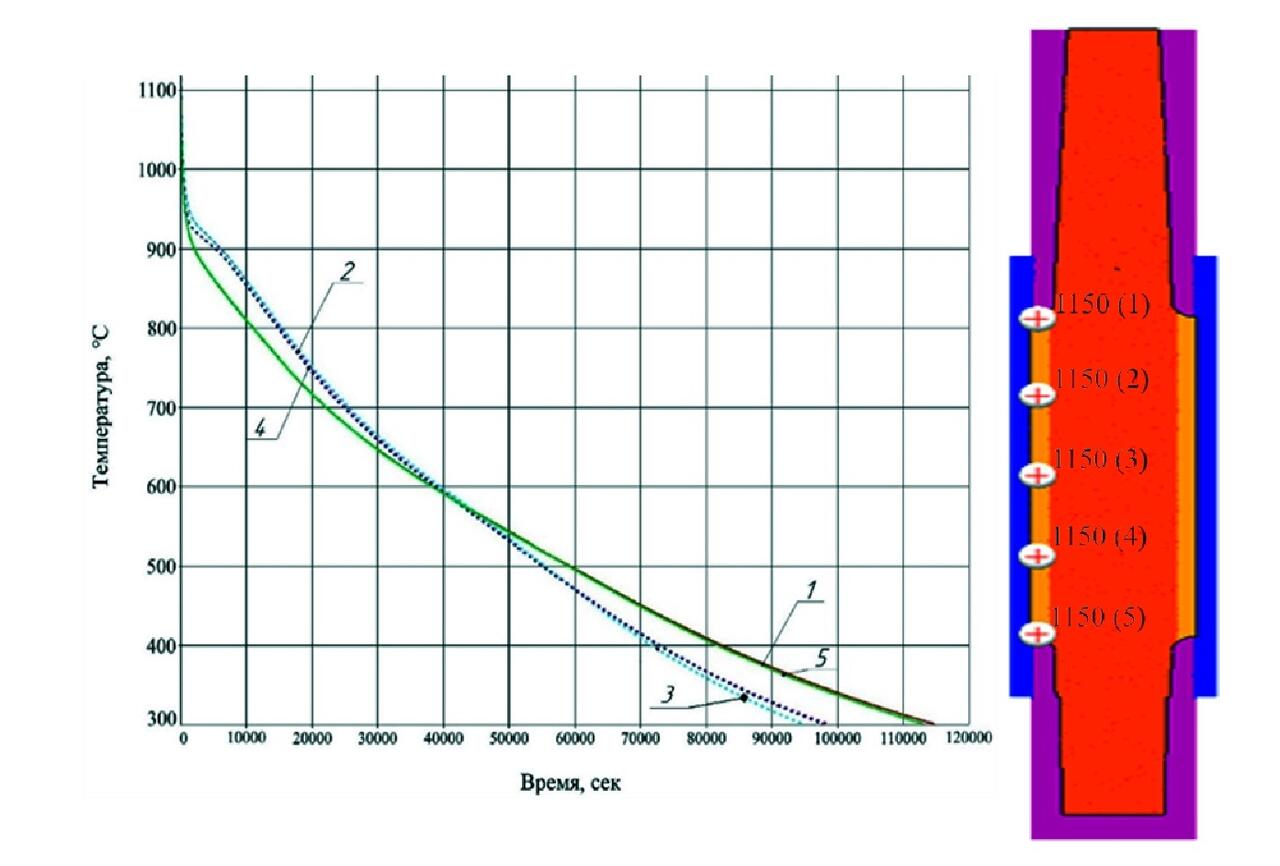
Расчет тепловых полей проводили с максимальным приближением к условиям реального производства, после моделирования были построены кривые охлаждения рабочего слоя валка (рис. 4).
|
|
Расчеты охлаждения проводили до 400 ℃. До этой температуры рабочий слой охлаждается за 18 часов, а сердцевина валка за 23 часа.
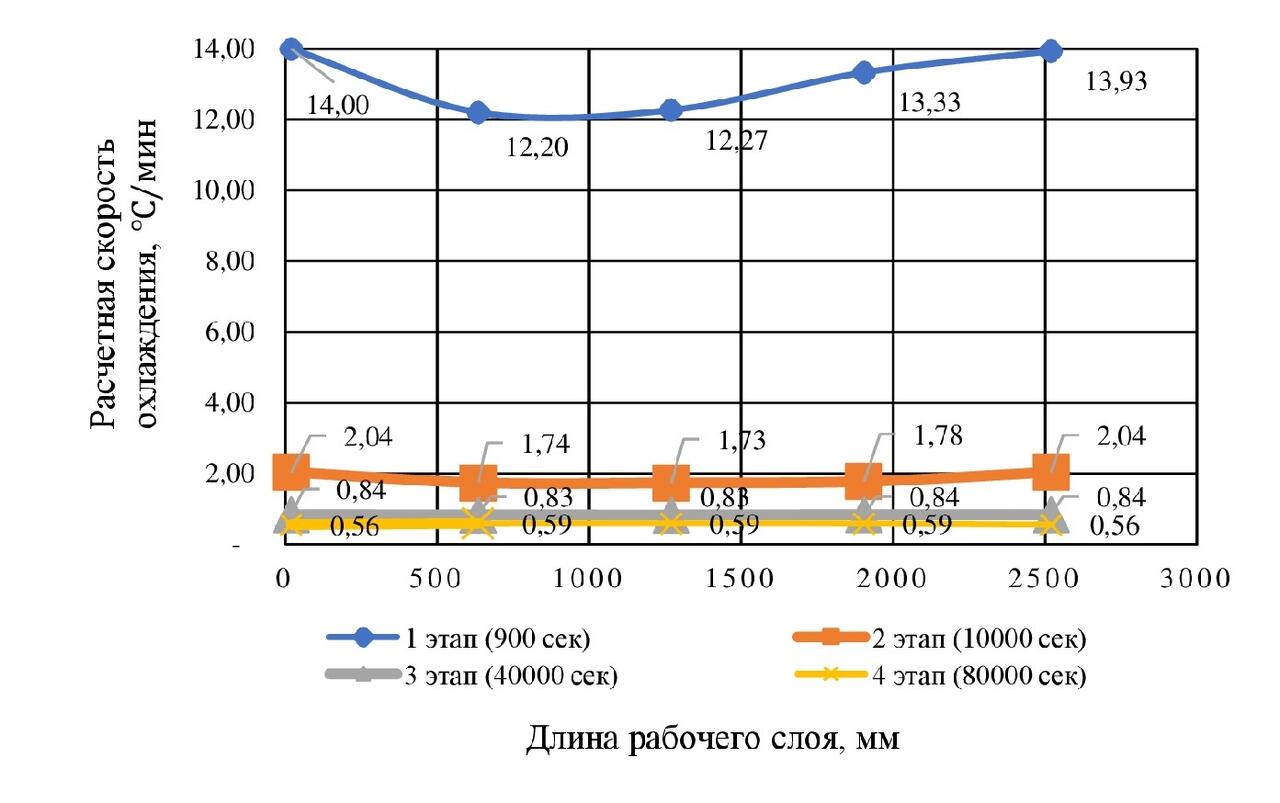
Полученные кривые изменения температур в рабочем слое условно разделили на четыре области, в которых рассчитали скорости охлаждения расплава в литейной форме (см. рис. 4).
На первом этапе температура рабочего слоя после заливки начинает стремительно падать — в течение 15 минут со скоростью 13 ℃/мин. Согласно закону Ньютона, мощность теплообмена между двумя телами тем больше, чем сильнее отличаются их температуры. Другими словами, после заливки расплавом сердцевины валка разность температур между литейной формой и рабочим слоем очень велика; по этой причине теплообмен между телами протекает с большой скоростью. Процесс нагрева изложницы от рабочего слоя происходит в течение двух часов до 700 ℃, после чего нагрев изложницы замедляется.
Второй этап сопровождается более медленным охлаждением, где скорость охлаждения возле торцов 1 и 5 равна 2,04 ℃/мин., а в точках 2, 3 и 4 — 1,75 ℃/мин. Это связано с тем, что торцы отливки обладают более развитой площадью контакта, в том числе литейные формы шеек имеют температуру окружающей среды после сборки для стационарного литья.
Третий этап отличается равномерной скоростью охлаждения по всей длине рабочего слоя, где средняя скорость равна 0,84 ℃/мин. На этом промежутке времени происходит практическое выравнивание разниц температур между отливкой и литейной формой.
Четвертый этап характеризуется равномерной скоростью охлаждения во всех контрольных точках (0,58 ℃/мин.). Небольшое отклонение обусловлено разной теплопроводностью материалов: теплопроводность формовочной смеси 0,17 Вт/(м∙К), изложницы 29 Вт/(м∙К) [15]. Поэтому контактирующий рабочий слой валка с изложницей охлаждается быстрее.
Процесс охлаждения прокатного валка до 400 ℃ занимает 23 часа. В этот промежуток времени в теле отливки происходят теплофизические процессы, которые влияют
На следующем этапе провели анализ остаточных напряжений после охлаждения валка до 50 ℃ (рис. 5).
Анализ данных показывает, что минимальные остаточные напряжения образуются в торцевых частях (точки 1 и 9) и средней части рабочего слоя (точка 5), где значения остаточных напряжений равны не более 100 МПа. Максимальные остаточные напряжения наблюдаются на расстояниях 300 мм (точки 2 и 8) от нижнего и верхнего торца рабочего слоя и составляют более 160 МПа.
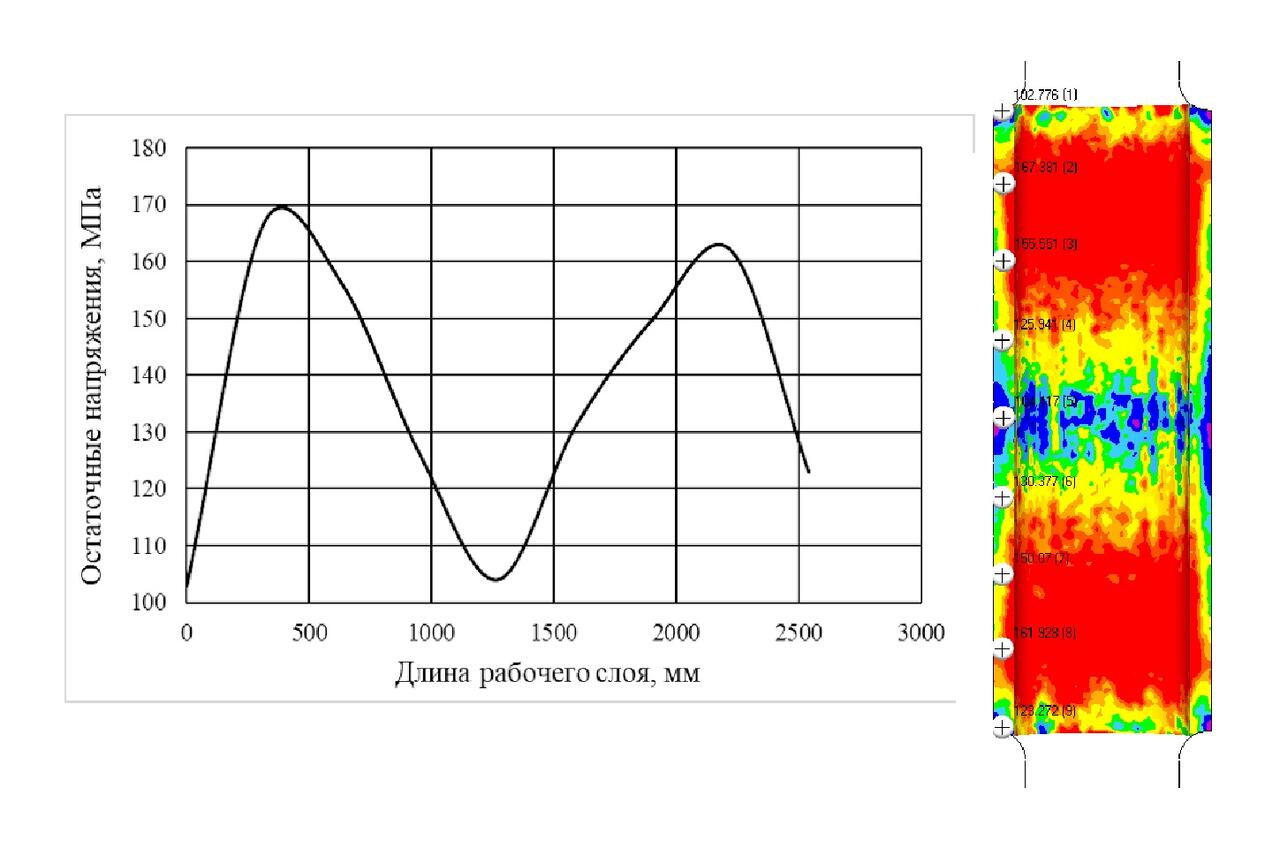
Следует отметить, что такой экстремальный характер распространения остаточных напряжений связан с величиной температурного градиента по длине бочки валка.
Учитывая, что нагрев валка с торцевой и рабочей частей бочки приводит к локальному выравниванию температур в торцевой зоне, градиент в этом месте минимален. Как следствие, в торцевых частях наблюдаются невысокие остаточные напряжения (рис. 6).
Аналогичную качественную картину мы видим и в центре бочки валка. Здесь нагрев осуществляется с рабочей поверхности и идет значительно медленнее, чем в торцевых частях. Как следствие, температурный градиент по радиусу также невысок.
Максимальные градиенты возникают при переходе от более горячих торцевых к более холодным центральным областям рабочего слоя валка, именно в данном месте возникают максимальные напряжения.
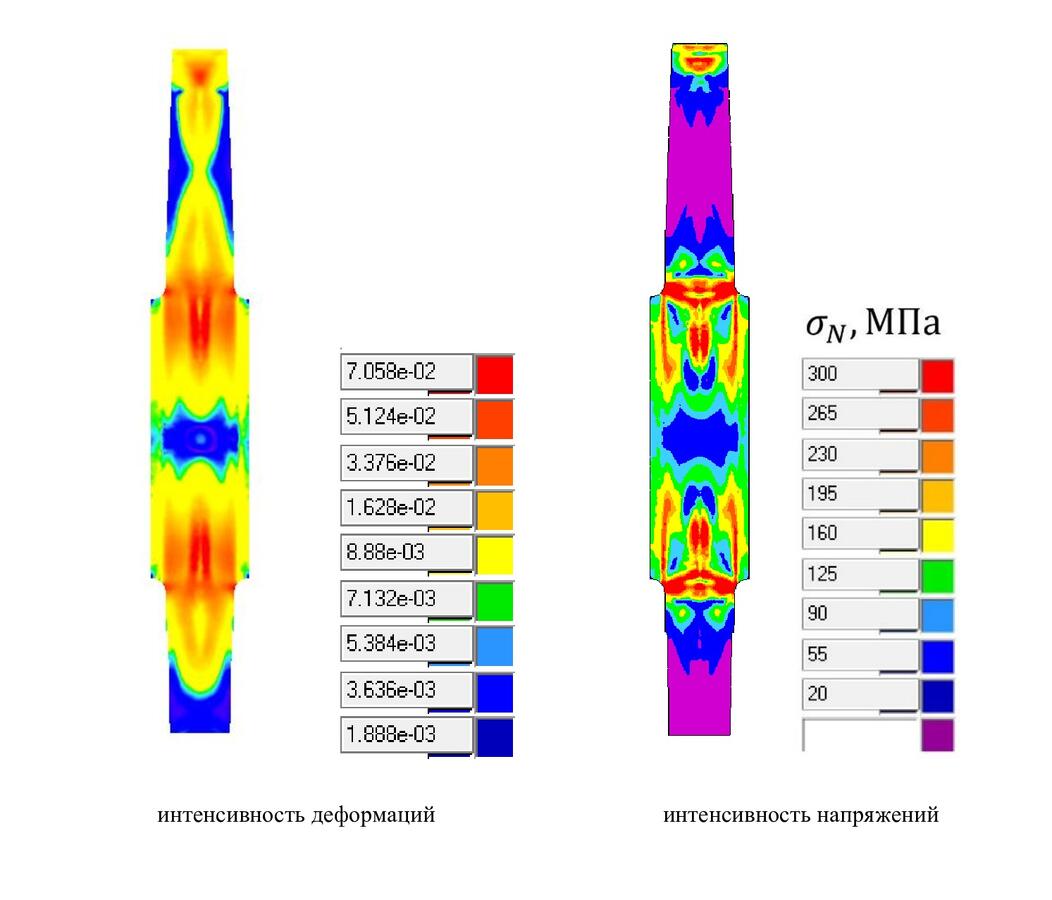
Деформации наиболее интенсивно протекают в горячих зонах отливки, то есть в тепловых узлах, где кристаллизация сплава заканчивается в последнюю очередь. Такими зонами в отливке валка являются средние части верхних и нижних шеек (рис. 6). В результате кристаллизации в этих частях отливки наблюдается затрудненная усадка, которая в свою очередь создает напряженные поля в граничных условиях рабочего слоя и сердцевины.
Таким образом, полученные в ходе моделирования области максимальных напряжений в теле отливки очень близко согласуются с дефектами, образовавшимися во время производства валка (см. рис. 2).
Выводы
Исследования, проведенные с помощью компьютерного моделирования, позволили более эффективно и глубоко изучить процессы, протекающие в теле отливки, и тем самым выявить наиболее опасные зоны формирования сколов и трещин.
С помощью СКМ ЛП «ПолигонСофт» был произведен расчет температурных полей
Установлено, что область концентраций максимальных остаточных напряжений соответствует местам нарушений сплошности тела отливки, что позволяет идентифицировать рассматриваемое напряженное состояние как одну из причин трещинообразования рабочего слоя валка.
Литература
- Прокатные валки [Текст]: монография /
Вдовин К.Н. ;М-во образования и науки Российской Федерации, Магнитогорский гос. техническийун-т им.Г.И. Носова . — Магнитогорск: Магнитогорский гос. техническийун-т им.Г.И. Носова , 2013. — 443 с.: ил., табл.; 21 см.; ISBN 978−5−9967−0415−6. - Вдовин
К.Н. Прокатные валки: монография /Вдовин К.Н. ,Куряев Д.В. ,Феоктистов Н.А. ,Горленко Д.А. // Магнитогорск:из-во Магнитогорск. гос. техн.ун-та им.Г.И. Носова , 2018. — 335 с. - Долгополова
Л.Б. Анализ брака литых чугунных валков (часть 1) /Долгополова Л.Б. ,Скурихин А.В. ,Шаповалов А.Н. // Теория и технология металлургического производства. — 2014. —№ 1 (14). — С. 53−56. — EDN TNFELH. - Скобло
Т.С. Разработка методов повышения эксплуатационной стойкости изделий из высокохромистого чугуна /Скобло Т.С. ,Клочко О.Ю. ,Тришевский О.И. // Автомобильный транспорт (Харьков). — 2012. —№ 31 . — С. 136−146. — EDN RUDTBT. - Применение искусственных нейронных сетей для обработки и оптимизации технологических параметров изготовления чугунных прокатных валков /
Тухватуллин И.Х. ,Долгополова Л.Б. ,Баталов В.Г. ,Хилова А.Л. // Литейные процессы: межрегион. сб. науч. тр. / под ред.Колокольцева В.М. , Магнитогорск: МГТУ. 2004. Вып. 4. С. 172−174. - Производство прокатных биметаллических валков ЗАО «Механоремонтный комплекс» для ОАО «ММК» /
Бахметьев В.В. ,Цыбров С.В. ,Авдиенко А.В. [и др.] // Литейное производство. — 2007. —№ 1 . — С. 11−14. — EDN HVSUCV. - Жижкина
Н.А. Виртуальное моделирование центробежного литья валков /Жижкина Н.А. ,Илюшкин Д.А. ,Зенцова Е.А. // Вестник Брянского государственного технического университета. — 2016. —№ 1 (49). — С. 22−27. — DOI 10.12737/18174. — EDN WBKUGP. - Никаноров
А.В. Сравнительный анализ компьютерных программ для моделирования литейных процессов // Вестник ИрГТУ. 2018.№ 11 (142). URL: https://cyberleninka.ru/article/n/sravnitelnyy-analiz-kompyuternyh-programm-dlya-modelirovaniya-liteynyh-protsessov (дата обращения: 27.01.2023). - Монастырский
А.В. Система компьютерного моделирования литейных процессов /Монастырский А.В. ,Власов Ю.Б. // Автоматизация в промышленности. — 2022. —№ 5 . — С. 54−58. — DOI 10.25728/avtprom.2022.05.14. — EDN TUTBAE. - Монастырский А.В. О современных методах разработки и оптимизации технологических процессов в литейном производстве // Литейное производство. — 2010. —
№ 5 . — С. 19−22. - .
Илюхин В.Д. ,Монастырский А.В. Компьютерное моделирование рассредоточения деформаций в методе борьбы с горячими трещинами // Литейное производство. — 2021. —№ 3 . — С. 29−34. — EDN XONUQN. - Пантелеева
А.В. Компьютерное моделирование напряженного состояния изложниц для слитков высоколегированной стали /Пантелеева А.В. ,Ковалевич Е.В. // САПР и графика. — 2013. —№ 8 (202). — С. 84−85. — EDN RYHEFR. - Моделирование процессов кристаллизации и структурообразования прокатного валка из заэвтектоидной стали /
Вдовин К.Н. ,Феоктистов Н.А. ,Горленко Д.А. [и др.] // Теория и технология металлургического производства. — 2020. —№ 1 (32). — С. 18−25. — EDN RCUVGB. - Еланский
Г.Н. Строение и свойства металлических расплавов: учебное пособие для вузов /Еланский Г.Н. ,Еланский Д.Г. — М.: Юрайт, 2023. — 212 с. (Высшее образование). — ISBN 978−5−534−13144−4. — Текст: электронный // Образовательная платформа Юрайт [сайт]. — URL: https://urait.ru/bcode/518558 (дата обращения: 18.04.2023).
к.т.н., заведующий кафедрой
литейных процессов и материаловедения
ФГБОУ ВО «Магнитогорский государственный
технический университет им. Г.И. Носова»
Азамат Юмабаев,
аспирант, ассистент кафедры
литейных процессов и материаловедения
ФГБОУ ВО «Магнитогорский государственный
технический университет им. Г.И. Носова»
Евгений Скрипкин,
аспирант кафедры
литейных процессов и материаловедения
ФГБОУ ВО «Магнитогорский государственный
технический университет им. Г.И. Носова»
Алексей Монастырский,
к.т.н., заместитель руководителя
отдела машиностроения ГК «СиСофт»
Тел.: +7 (495) 069−4444
E-mail: avmon@csoft.ru
Опубликовано: «Литейщик России»