
Полноценная автоматизация технологического проектирования невозможна без решения вопросов, касающихся разработки технологий с использованием типовых и групповых технологических процессов. Некоторые виды технологических переделов — к примеру, получение покрытий, окраска — подразумевают обработку деталей в основном с применением типовых технологий. Другая сторона проблемы — групповые технологии, которые создаются для деталей, имеющих общий чертеж, но отличающихся наличием либо отсутствием некоторых элементов (отверстий
Казалось бы, если ограничиться только выпуском документации, особых сложностей нет. Однако, внедряя систему TechnologiCS на различных предприятиях, мы столкнулись с проблемой, которая связана с использованием технологической информации в производстве. Здесь действует существенное ограничение: чтобы правильно сформировать в системе производственную программу, мы должны иметь для каждой детали (в том числе для конкретных исполнений) однозначно определенную последовательность изготовления (перечень технологических операций), то есть сквозной единичный технологический процесс. Причем этот процесс может содержать фрагменты нескольких типовых и групповых, с указанием индивидуальных особенностей для каждой детали.
Характерным примером стало внедрение TechnologiCS на Чебоксарском электроаппаратном заводе (ЧЭАЗ). Производство характеризуется здесь наличием огромного перечня номенклатуры, причем большинство производимых деталей имеют сотни исполнений и изготавливаются по групповым технологиям, множество техпроцессов содержит ссылки на типовые.
В этой ситуации нам пришлось решать непростую задачу: как совместить разработку типовых и групповых техпроцессов (включая автоматическое получение необходимого набора документации) с необходимостью хранить единичные техпроцессы — и не нагрузить при этом технологов лишней работой. В процессе решения мы опирались на несколько очевидных принципов:
- Технолог не должен многократно описывать техпроцесс (то есть, единожды разработав типовой или групповой техпроцесс, он должен использовать его при работе с единичными).
- Документация (в том числе ведомости деталей, включающие перечень операций по типовому техпроцессу и их индивидуальные особенности для каждой детали) должна формироваться автоматически.
- Система должна хранить в единичном техпроцессе связи операций, выполняемых по типовому (групповому), с «родителем», то есть с самим типовым — чтобы обеспечить проведение в нем изменений с соответствующей корректировкой «наследнико», то есть всех единичных, содержащих фрагменты типового.
- Технолог, работая со сквозным единичным техпроцессом, должен иметь информацию о том, какие операции этого техпроцесса принадлежат различным типовым и групповым.
Реализовать эти принципы удалось благодаря гибкости настроек системы TechnologiCS, а также широчайшим возможностям используемого средства формирования отчетов.
Далее мы приведем пример работы с типовыми технологическими процессами, хотя принципы, положенные в его основу, распространяются и на групповые (с некоторыми особенностями, о которых будет сказано ниже). Дело в том, что при внедрении системы мы старались сохранить понятный и привычный технологам стиль работы, но при этом дать им средства автоматизации, упрощающие и ускоряющие работу. А поскольку на уровне документов работа с типовыми и групповыми технологиями очень похожа, то и способы работы с ними в системе должны быть одними и теми же.
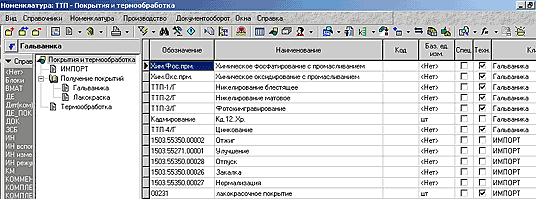
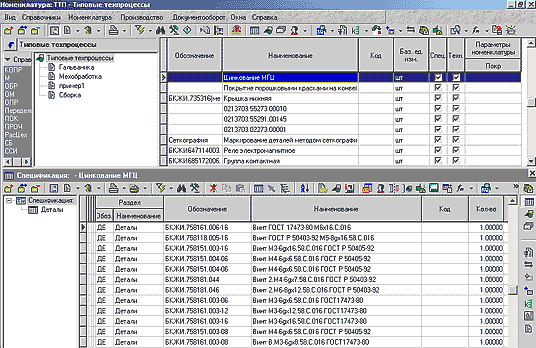
Итак, чтобы разрабатывать и хранить типовые техпроцессы, в системе заведен отдельный справочник — ТТП. Это обычный номенклатурный справочник, а значит он может иметь классификатор, для его элементов мы можем завести спецификации и технологии.
Работа технолога разбивается при этом на три этапа:
- Разработка типового техпроцесса.
- Работа со сквозными единичными техпроцессами на детали, обрабатываемые по типовому техпроцессу.
- Автоматическое получение технологической документации.
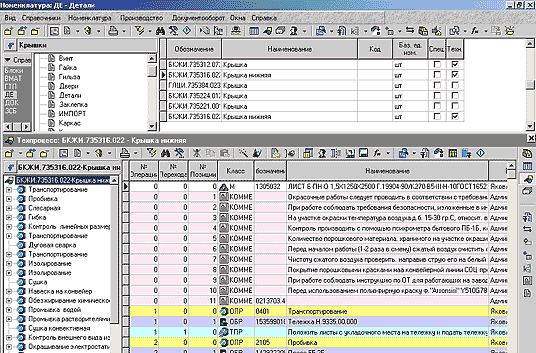
На первом этапе технолог разрабатывает типовой техпроцесс, который содержит исчерпывающий перечень технологических операций, характерных для всех деталей, обрабатываемых по данному типовому. Для каждой из операций могут указываться оборудование, переходы, инструмент, вспомогательные материалы и режимы, являющиеся общими для всей совокупности деталей, обрабатываемых по данному типовому техпроцессу. При этом технолог пользуется всеми необходимыми средствами автоматизации, предлагаемыми системой TechnologiCS для решения этой задачи.
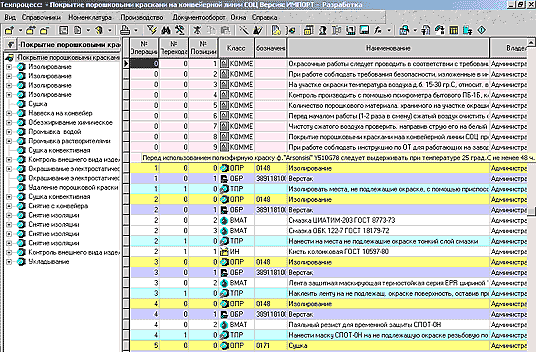
Пока этот техпроцесс ничем не отличается от других. Но чтобы техпроцесс хранил информацию о том, что он является типовым, и переносил эту информацию в единичные, технолог применяет удобное средство, предоставляемое TechnologiCS, — параметры.
Используются параметры двух видов:
- вид обработки (технологический передел);
- уникальный номер операции в типовом технологическом процессе.
Параметр Технологический передел — ссылочного типа: он ссылается на специально заведенный справочник переделов. Такой параметр должен иметь каждый элемент типового (группового) техпроцесса, поскольку как раз он и служит тем самым признаком, который в единичных техпроцессах отличает элементы типового техпроцесса от остальных. Каждому технологическому переделу соответствует свой вид комплекта документации.
Параметр Уникальный номер операции необходим для автоматического формирования перечня операций для деталей в ведомостях (используется для групповых). Он подключается только к операциям техпроцесса.
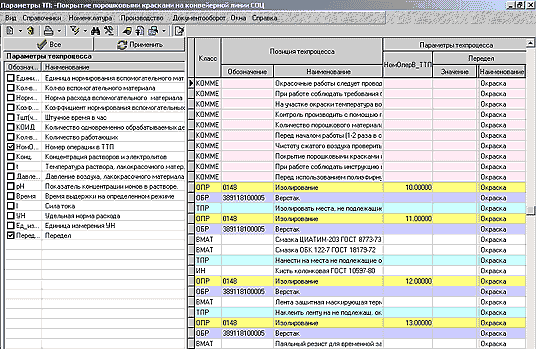
TechnologiCS располагает удобными средствами группового подключения и редактирования значений параметров (в том числе ссылочного типа), поэтому для выполнения таких операций технологу не требуется много времени, тем более что выполняет он эти операции только один раз.
На втором этапе технолог принимает решение, какие именно детали должны обрабатываться по данному типовому и включить этот типовой в единичные техпроцессы для деталей — с указанием индивидуальных особенностей элементов техпроцесса для каждой детали. Таким образом он формирует «свою часть» того самого сквозного единичного техпроцесса, который далее используется в производстве.
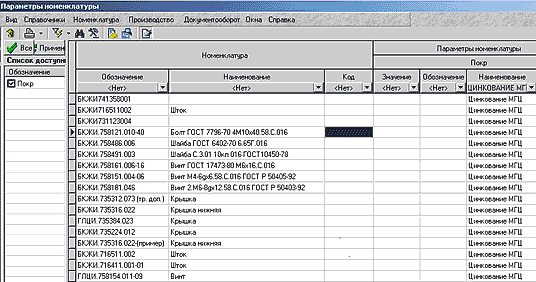
Детали, обрабатываемые по типовому техпроцессу, группируются в виде спецификации к соответствующему элементу номенклатуры (в данном случае — к элементу справочника ТТП). Эту операцию выполняет сам технолог: в данном случае «хозяином информации» является именно он — в отличие от групповых техпроцессов, где перечень деталей, обрабатываемых по групповому, зачастую определяет конструктор (в групповых спецификациях и на поле чертежа), а технолог должен иметь возможность этот перечень использовать. При создании спецификации технологу предложены удобные средства поиска, группировки и сортировки деталей по различным признакам — например, по типу покрытия.
Следует учесть, что, используя систему TechnologiCS, все участники процесса технической подготовки производства работают в единой базе данных. Поэтому вполне вероятно, что детали, попадающие в спецификацию, уже могут иметь частично разработанную технологию: расцеховку, заготовительную часть, элементы механообработки
Вставка типового в единичный техпроцесс производится методом копирования и вставки: Выделить все → Копировать → Вставить. При этом удобен режим «Показать зависимые объекты» — «технология» из спецификации деталей к типовому. Один раз скопировав ТТП, мы последовательно передвигаемся по единичным техпроцессам на детали и в каждый его копируем, указывая индивидуальные особенности для каждой детали (например, средства технологического оснащения).
Оппоненты могут схватить нас за руку и задать резонный вопрос: «А как же проводятся изменения в типовых техпроцессах? Каждый раз правятся руками в единичных?» Что ж, отчасти они правы — процесс получается довольно трудоемким. Но на этот счет есть не менее резонное возражение: автоматическая корректировка единичных техпроцессов вслед за изменением в типовом иногда бывает просто опасна! Всё дело в тех самых индивидуальных особенностях, которые зависят уже от конкретной детали. В каждом конкретном случае необходимо принимать решение — что с этими особенностями делать, вплоть до исключения детали из спецификации. Поэтому гораздо важнее дать технологу инструмент, который позволит видеть на одном экране весь перечень деталей, обрабатываемых по типовому, а также их единичные технологии (конкретно — тот фрагмент, который относится к типовому), и иметь возможность такой перечень редактировать. В этом случае нас опять спасает режим «Показать зависимые объекты».
Конечно, следует оговориться, что такой способ диктуется уже упомянутым существенным ограничением, накладываемым системой: необходимостью использования технологии в производстве. Имеется в виду, что в единичных техпроцессах операции должны храниться в явном виде, а не ссылками.
Третий этап — формирование технологической документации.
Здесь возможна полная автоматизация: вся исходная информация уже подготовлена. Получение комплекта технологической документации вообще не вызывает вопросов: он штатным образом формируется из режима «Полный техпроцесс» для соответствующего типового.
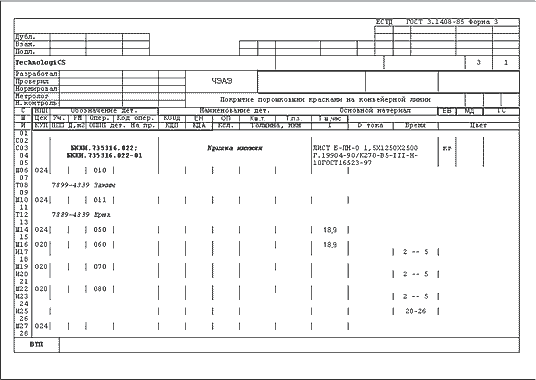
А для формирования ведомости к этому типовому необходимо включить тот же самый режим из спецификации к типовому. В этом режиме по значению параметра Технологический передел выделяются операции, ему принадлежащие, и индивидуальные части, относящиеся к конкретной детали (они относятся к этим операциям, но не имеют такого параметра).
Что мы имеем в результате?
- Технологи получают достаточно удобный инструмент для работы с типовыми технологическими процессами, снабженный всеми необходимыми средствами автоматизации, обеспечивающий логически стройное и «прозрачное» хранение и отображение информации.
- Технологическая документация формируется автоматически.
- Обеспечивается способ хранения в базе данных сквозных единичных техпроцессов, необходимый для формирования производственных планов и пооперационного учета их выполнения.
В заключение — несколько слов о групповых техпроцессах. Повторим: с точки зрения технологов работа с ними мало чем отличается от работы с единичными. Первое отличие состоит в том, что технолог должен иметь возможность использовать результаты работы конструктора, определив на основании этих результатов перечень деталей, обрабатываемых по групповому техпроцессу. И еще: групповой техпроцесс является избыточным, то есть содержит все операции, по которым могут обрабатываться все исполнения детали. При выпуске ведомости к ГТП решается задача автоматического формирования перечня операций, характерного для каждого конкретного исполнения детали (то же относится и к сборочным единицам). В этом случае используется параметр Уникальный номер операции в ГТП.
Конечно, для того чтобы рассмотренный способ успешно работал, на предприятии должен быть в полной мере внедрен процесс работы конструкторских служб с исполнениями деталей и сборочных единиц. Но это уже тема отдельной статьи.